
چرا دمای محیط میتواند باعث خراب شدن پرینت رزینی شود؟
در هوای سرد، ویسکوزیتهی رزین بهطور طبیعی افزایش پیدا میکند و در نتیجه سیالیت (Fluidity) آن کاهش مییابد. این تغییر فیزیکی که مستقیماً به دمای پایین محیط مرتبط است، میتواند منجر به بروز خطاهای جدی در فرآیند پرینت سهبعدی رزینی شود.
از جمله رایجترین این خطاها میتوان به موارد زیر اشاره کرد:
- جدا شدن ساپورتها از مدل اصلی
- کَنده شدن یا عدم چسبندگی صحیح لایهی ابتدایی (Base Layer) به صفحهی ساخت یا بیلد پلیت (Build Plate)

نکات کلیدی برای پرینت موفق رزینی در دمای پایین
در ادامه، مجموعهای از راهکارهای کاملاً کاربردی ارائه شده که به شما کمک میکند حتی در شرایط دمایی نامناسب هم به پرینتهای پایدار و موفق برسید.
پرینت در محیطی گرمتر – دمای ایدهآل برای چاپ سهبعدی رزینی
دمای محیط یکی از حیاتیترین پارامترها در تکنولوژی چاپ سهبعدی رزینی است.
دمای محیط ایدهآل برای پرینت رزین بین ۲۵ تا ۳۵ درجهی سانتیگراد در نظر گرفته میشود.
⚠️ اگر دمای محیط به کمتر از ۲۰ درجهی سانتیگراد کاهش پیدا کند، احتمال شکست خوردن پرینت بهطور قابلتوجهی افزایش مییابد.
بنابراین اکیداً توصیه میشود:
- پرینتر سهبعدی رزینی خود را در محیطی با دمای کنترلشده و ایدهآل قرار دهید
- از قرار دادن دستگاه در فضاهای سرد، پارکینگ ، انبارها یا اتاقهای بدون گرمایش مناسب خودداری کنید
پیشگرم کردن رزین قبل از شروع پرینت ، بازگرداندن سیالیت رزین با کنترل دما
پیش از شروع فرآیند پرینت، رزین را در آب با دمای حدود ۶۰ درجهی سانتیگراد پیشگرم کنید.
این کار باعث میشود:
- ویسکوزیتهی رزین کاهش یابد
- سیالیت رزین به حالت بهینه بازگردد
با گرم کردن رزین تا دمایی در بازهی ۳۰ تا ۴۰ درجهی سانتیگراد، ویژگیهای فیزیکی آن برای چاپ مجدداً ایدهآل میشود و جریان رزین در فرآیند پرینت بهدرستی انجام میگیرد.
یک سری از دستگاه های پرینت سه بعدی رزینی مانند saturn 4 ultra 16k مجهز به سیتسم پیش گرمایش رزین قبل از چاپ هستند که می تواندی با فعال کردن تیک گزینه ی این آپشن دمای رزین را به دمای نرم پرینت برگردانید .
تنظیم مجدد پارامترهای چاپ ، بهینهسازی تنظیمات برای جبران دمای پایین
در این بخش، با در نظر گرفتن پرینتر Saturn 3 Ultra و رزین Vanilla 8K ABS-Like 3.0 بهعنوان نمونه، تغییرات پیشنهادی در پارامترهای چاپ بررسی میشود.
پارامترهایی که باید تنظیم شوند شامل موارد زیر هستند:
- زمان نوردهی (Exposure Time)
- زمان انتظار پیش از کیور (Wait Before Cure)
- فاصلهی لیفت (Lift Distance)
- سرعت لیفت و بازگشت (Lift Speed & Retract Speed)
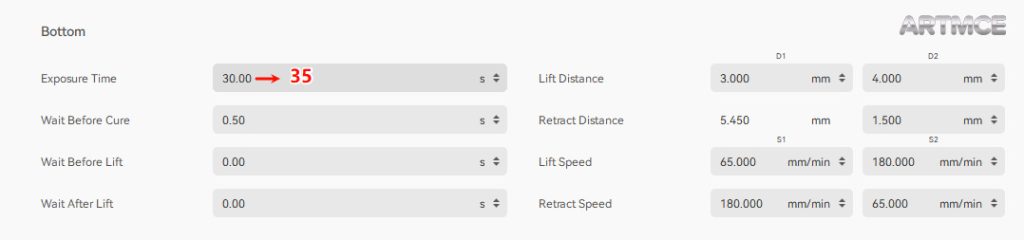
افزایش زمان نوردهی لایههای ابتدایی (Bottom Layer Exposure)
زمان نوردهی لایههای ابتدایی را ۵ ثانیه افزایش دهید.
این کار باعث بهبود چسبندگی اولیه رزین به بیلد پلیت میشود.
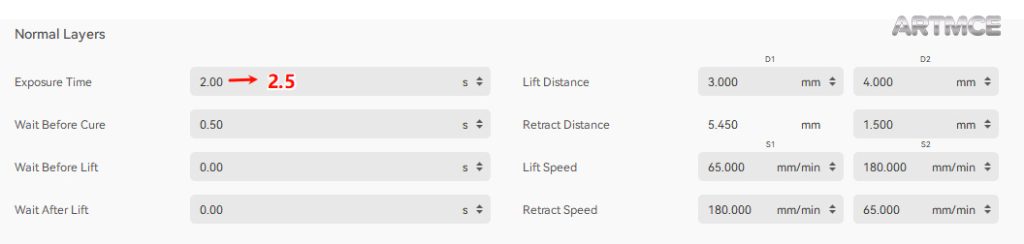
افزایش زمان نوردهی لایههای عادی (Normal Layer Exposure)
زمان نوردهی لایههای معمولی را ۰٫۵ ثانیه افزایش دهید تا فرآیند کیور شدن (Curing) در شرایط دمای پایین پایدارتر انجام شود.
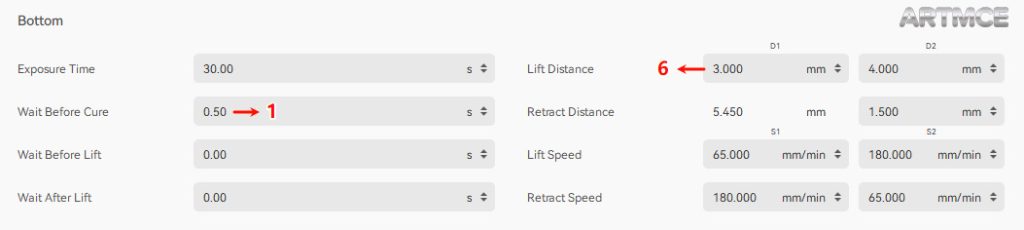
افزایش زمان Wait Before Cure و فاصلهی Lift Distance
با افزایش:
- Wait Before Cure Time
- Lift Distance
به رزین زمان بیشتری برای پخش شدن یکنواخت و بازگشت به موقعیت مناسب داده میشود، که این موضوع نقش مهمی در جلوگیری از نقصهای لایهای دارد.
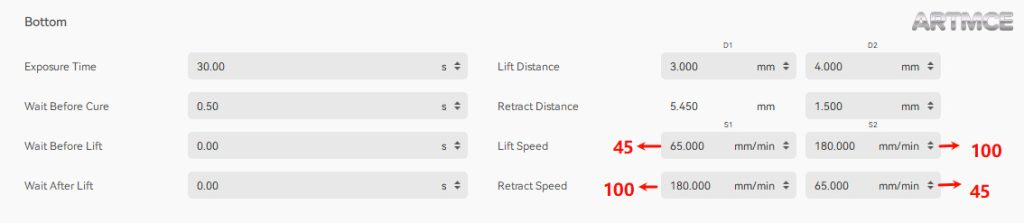
کاهش سرعت Lift Speed و Retract Speed ، حرکت نرمتر برای رزین غلیظتر
در دماهای پایین که رزین غلیظتر است، کاهش موارد زیر ضروری است:
- Lift Speed
- Retract Speed
این تنظیم باعث میشود تنش مکانیکی کمتری به لایهها وارد شود و احتمال جدا شدن مدل از ساپورت یا بیلد پلیت کاهش یابد.
جمع بندی نهایی
پرینت سهبعدی رزینی در هوای سرد چالشبرانگیز است، اما با:
- کنترل دمای محیط
- پیشگرم کردن رزین
- تنظیم دقیق پارامترهای چاپ
میتوان به نتایجی پایدار، دقیق و حرفهای دست یافت. رعایت همین جزئیات بهظاهر کوچک، تفاوت بین یک پرینت ناموفق و یک خروجی بینقص را رقم میزند .